Do you have any of these concerns with your current measurement solutions?
NOISE
"Our clarity measurement is very noisy. What is causing the noise?"
SENSITIVITY
"Our clarity probe reads pretty much zero all the time and isn’t very sensitive to small changes."
COLOR
"How do I make my clarity probe insensitive to color?"
SIP
"We run an SIP cycle in our plant to make sure process lines are sanitary but as a result, we get a lot of failed turbidity sensors."
CALIBRATION
"We calibrate our turbidity systems using liquid standards but often get different values when repeating the procedure."
SMALL PIPE INSTALLATION
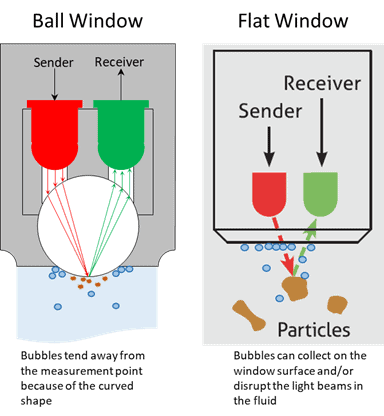
"I want to install a turbidity sensor into a 1” process line but I’m being advised not to as there will be interference from light reflection from the opposite pipe wall. What is the smallest pipe I can fit a sensor into?"
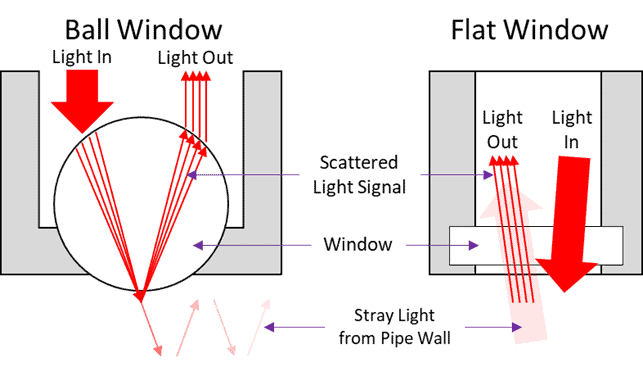
"I tried installing a turbidity sensor in an existing port on my pipe, but the measurement face ended up being about ½” back from the pipe wall. Is this a problem?"
SOUTH FORK INSTRUMENTS PROVIDES SUPERIOR QUALITY NIR SENSORS FOR APPLICATIONS OF ALL SCALES AND DIFFICULTIES.
Too often, manufacturers and processors tolerate the high costs—replacement equipment and lost production—resulting from sensors which are fragile and short-lived in the demanding environments of their plants. Often these sensors come with a promise that they will provide reliable measurement and enable significant savings for their end users.
South Fork Instruments specializes in providing sensors which are designed specifically for continuous processing in food, beverage and dairy applications using SIP and CIP, where measurement robustness is a key requirement. Sensors from South Fork Instruments meet the demands of your applications, allowing you to better optimize and automate your processes, reduce overhead costs and increase profitability.
If you are seeking measurement solutions that need highly reliable turbidity and clarity sensors with the surface quality necessary for pharmaceutical applications, and meeting the hygiene requirements of food/beverage processors, South Fork Instruments can deliver exactly what you need.
WHAT ARE NIR PROCESS SENSORS?
NIR process sensors utilize light in the near-infrared (NIR) to determine the clarity of a flowing liquid stream by measuring the amount of particulate or solids present. NIR sensors provide a trending signal following the amount of particulate/solids in the flowing stream, making them very useful in many processing applications. NIR sensors are used in a wide range of applications, from small-scale laboratory research to full scale pharmaceutical, chemical, food, and beverage production processes.
Typical industrial applications for NIR probes include:
Clean-In-Place Systems
NIR sensors are ideally suited for closed systems that are CIP'ed where they provide valuable input into cleaning effectiveness. A major overhead in industries such as pharmaceutical, personal care, food and beverage is the measurement of cleaning efficiency. In order to comply with FDA and USDA regulations, any clean-in-place systems implemented must work well enough to ensure contamination-free manufacturing of certain commodities. Accordingly, there is often a natural tendency for operators to extend cleaning cycles for far longer than is actually necessary.
How can you optimize a cleaning method so that it takes no more time than necessary, and complies with government regulations and requirements? One way is to continually take samples from the line to see how cleaning is progressing. As time progresses, the cleaning solution in the line will become clearer as soil levels fall. Eventually, soil level will reach a minimum indicating that the cleaning cycle is complete.
In a closed system, things are not always so simple and you often can’t just open a valve to take a sample for measurement. Cleaning solutions can be hazardous to health, and you also need to avoid the possibility of contaminants getting into the system and making things worse.
Hence the usefulness of NIR process sensors. These handy devices are mounted directly in the piping of a closed system, continuously monitoring the solids concentration or turbidity of the flowing stream within. During product processing, they can provide valuable quality and consistency information. Once processing is complete, they can be used to spot the arrival of the interface between the product and the clean liquid being used to push the end of the batch through the system. Once a cleaning cycle is underway, signals from these devices provide a downward trend as cleaning progresses, allowing operations personnel to determine when the correct level of cleanliness has been reached and the plant can once again be used for revenue generating processes.
The installation of NIR process sensors can help demonstrate adherence to regulations, reduce product loss, replace manual sampling and the risks it carries and increase plant utilization and efficiency. As a general rule of thumb, most NIR process sensors pay for themselves in saved water volume and water treatment costs very quickly after installation.
Filter-Monitoring Systems
In-line filters are used to clarify liquids in many processes. For instance, brewers use haze filters to remove the cloudy appearance of beer while sparkling beverage manufacturers use filters to clarify feed water.
Installing an NIR sensor downstream of a filter will provide real-time feedback about the clarity of the stream and ensure you know your filter system is working properly and efficiently. Sensor signals can be used to indicate when filters should be changed, taking the guesswork out of filter maintenance while saving you money as every filter can be used to its capacity – no more throwing away of partially used filters! Sensor outputs can also be used to automate filter bed regeneration – another efficiency improvement.
Separator Monitoring Systems in Brewing
Final beer clarity is a very important facet of product quality. While some beers are sold as "hazy", or may become hazy due to secondary fermentation in the bottle, there are also many beers that are required to be clear and free of haze. Controlling the amount of haze in beer before final bottling ensures consumer satisfaction.
In brewing, separators are used, amongst other things, to remove yeast, reduce turbidity and clarify green beer before conditioning. The speed at which liquid is fed into a separator can have a marked effect on the turbidity of the outflow. In general, slow feed rates will create a clearer outflow and vice versa but when clarifying a batch of beer, the influent turbidity can vary from initial feed to final feed. Knowing the inflow and outflow turbidity of a separator allows control of the separator feed rate to produce desired outflow clarity
Installing NIR sensors in the inlet and outlet piping of a separator provides real time trend information that can be used by a connected control system to vary the influent flow rate to achieve the best efficiency and most consistent outflow quality. The inlet turbidity measurement is used to monitor the initial load being put on the separator and allows for feed rate adjustment while the outlet monitor will provide real time indication of when the solids collected in the separator needs to be discharged. Furthermore, the inlet sensor can be used to divert flow away from the separator should it become too turbid - conditions seen at the beginning and end of a fermenter discharge cycle - to prevent separator overload and allow for continued operation of the plant.
No matter the application or industry, South Fork Instruments can develop a superior optical sensor-based measurement solution.
We have provided NIR optical sensor solutions to clients in such industries as food and beverage, chemical processing, pharmaceutical manufacturing, and biotechnology, and can assist you in developing and effective and efficient means of fulfilling your measurement needs.
SOUTH FORK INSTRUMENTS
3845 Buffalo Road
Auburn, CA 95602
Tel: (+1) 925-461-5059