THE NBP007 REVOLUTIONIZES THE MEASUREMENT OF HIGH CONCENTRATION SUSPENDED SOLIDS
Many suspended solids analyzers are limited to measurements up to 10% TSS (total suspended solids) before becoming blinded. This is a problem for applications in industries such as food and beverage, where processes with higher solids concentration are commonly found. In these, reliable inline solids concentration measurement would provide additional value and help improve product quality.
Measurement range limitations are overcome with the Kemtrak NBP007. For the first time, operators can monitor and have complete control over their process at almost any concentration of solids. The NBP007 is a high-resolution backscatter photometer that has revolutionized the measurement of high concentration suspended solids.
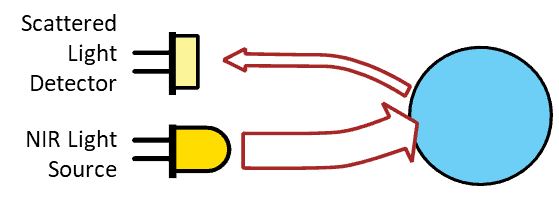
Each measurement point consists of a high performance near-infrared photometer coupled to an inline fiber optic backscatter probe. The Kemtrak NBP007 provides accurate measurement of suspended solids across a wide range from dilute to extremely high concentration. The range limitations associated with traditional turbidity-based optical density instruments are overcome by a proprietary NIR backscatter measurement method that continues working even at extremely high concentrations of suspended solids.
Common questions about the measurement of solids concentrations:
ADVANTAGES
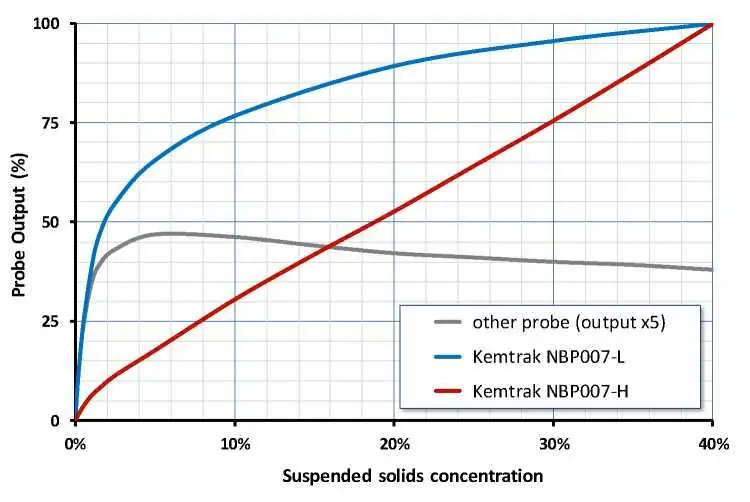
"How does the NBP007 compare to traditional solids concentration monitors when dealing with high solids concentrations?"
BEST-SUITED TECHNIQUES
"What is the best measurement technique for monitoring suspended solids?"
Industrial Applications
Interface Detection
Solids concentration measurements are often used for interface detection in continuous processes where product-product and product-water interfaces occur during operation. A common industry where solids concentration measurements are used is the dairy industry as there are many such interfaces in a dairy/creamery.
Installing a solids concentration monitor in a pipe provides real time measurement to the plant operator. For example, for carton filling and when switching from skim milk to full fat milk, the monitor will indicate when full fat milk “arrives” at the sensing point and signal the operator to switch over carton supply or label type so that the product is correctly packaged. When finishing a run and starting to rinse out pipes, the monitor can signal the arrival of the water “pushing” the product and allow the line to be switched to drain. Solids concentration measurements can contribute to increased plant efficiency and help reduce waste. Plant improvements due to the installation of solids concentration monitors are easily measurable and quickly pay for themselves with the direct cost reductions that can be achieved.
Spent Yeast Concentration Measurement
In full scale commercial breweries, large quantities of yeast are used in each batch of beer brewed and at the end of each batch, the yeast is spent and must be disposed of. Once each batch has completed fermentation, it is allowed to sit for a day or so to allow the yeast to settle in the fermenter. The vessel is then drained and the spent yeast solids separated from the beer.
Yeast solids are purchased and collected by third parties as a slurry in tanker trucks who process them to remove any remaining alcohol content. The remaining solids are used for animal feed. The solids concentration of the spent yeast slurry is very important. Too low a solids content means that the bulk of the material transported is water and this is not cost effective, often leading to the brewery being back-charged by the third-party processor. If solids are too high, not only can pumping equipment be damaged, but the tanker trucks can end up overweight when they leave for the highway. A solids concentration monitor in the line from spent yeast storage to the road tanker can provide vital information during the tanker loading process to ensure the right slurry consistency is loaded out every time.
Milk-Fat Concentration
The continuous monitoring of milk-fat concentration in dairy products such as milk and cream, and cultured dairy products such as yogurt and cream cheese is highly desirable for product quality, consistency and production cost control. When raw milk is first received, the fat is separated from the milk in a centrifuge. These two centrates are then recombined at specific ratios to create whole milk (3.25%), reduced fat milk (2%) or low-fat milk (1%). It is very important to ensure the correct fat percentage is added back to the skim milk for these products, not only for regulatory reasons, but to keep production costs down as the separated fat has great value for other products throughout the dairy.
Milk is not a simple product to measure. Incoming raw milk to a dairy can vary in milk-fat content from day to day depending upon its source, even the diet of the cows producing it. After separation and during recombination, it’s important to “standardize” any online measurement to ensure that the right mixture of milk and butterfat is maintained. Density is often used as a measurement to control the milk-fat content, but in many cases, lacks the necessary resolution for fine and reliable control. Traditional turbidity optical measurement instruments also lack resolution and in addition, are not reliable at concentrations above 1% suspended solids due to the high optical density of the process fluid. A good solution is to use a high-resolution backscatter solids concentration measurement method to monitor milk-fat content. The unique benefit of a backscatter method like the one used in the Kemtrak NBP007 backscatter photometer is that it will not go blind at any concentration of suspended solids, making it possible to accurately monitor, in-line and in real time, the full range of milk-fat concentrations anywhere in the dairy or creamery.
Personal Care Products
There are a myriad of creams and lotions available on the market. Some are produced in bulk by major manufacturers while others are often boutique products produced by small specialty companies. These personal care products include slurries. gels, emulsions, suspensions and dispersions and their formulation and consistency are vital for product performance and consumer satisfaction. Whether produced in bulk or in small batches, scattered light technology can greatly enhance mix consistency by measuring the concentration of solids or oil/water emulsions in real time. Measuring with a backscatter technique can also lend itself to preventing overworking of a batch to improve final product quality.
Slurry Concentration
Measuring and controlling the solids concentration of slurries can greatly contribute to lowering energy costs and wear and tear on equipment like pumps and agitators. Industrial plant that handles slurry is designed around target slurry concentrations for optimum efficiency. Examples of slurries handled in bulk are calcium carbonate, lime, titanium dioxide, silica, alumina, even black carbon and slurries are used in a great many industries – agriculture, food, pulp and paper, steel, to name a few.
For light slurries with too little solids concentration, plant is underutilized and inefficient. Where slurries are solids “heavy”, excessive energy usage can be experienced along with increased equipment wear and tear. This can lead to greater operating costs and increases the potential for outage and downtime. Online monitoring of slurry concentration with a reliable scattered light measurement system such as the one provided by a Kemtrak NBP007 backscatter photometer can provide important feedback to plant operators and managers and help keep the plant running efficiently and within design tolerance.
Crystallization
Crystallization has broad industrial application as a separation and purification step, particularly in the food, pharmaceutical and chemical industries and the control of crystalizing processes is critical to ensure high yield and consistent crystal size/quality.
Turbidity and solids concentration monitoring using a backscattered light measurement technique is an ideal aid in the control of commercial batch size crystallization processes. A backscatter probe can detect every step in a crystallization process from the initial nucleation event through the monitoring of crystal formation throughout the growth period. In real time, measurements can be trended against time to show how a batch is performing and be used to adjust process parameters such as temperature to ensure crystal formation in the batch follows a desired profile. Deviations from the expected profile can be assessed and actions quickly taken to prevent problems such as dissolution while improving yield from the batch and reducing the need for further processing downstream.
SOUTH FORK INSTRUMENTS IS COMMITTED TO SOLVING YOUR FACTORY AND PROCESS AUTOMATION CHALLENGES
Using effective communication and an in-depth understanding of your industry to develop practical solutions for your measurement needs.
SOUTH FORK INSTRUMENTS
3845 Buffalo Road
Auburn, CA 95602
Tel: (+1) 925-461-5059