The dairy industry makes widespread use of clean-in-place (CIP) systems in plants that process milk and produce yogurt, ice cream, and other milk-based products. CIP systems have revolutionized food production, making it easier and less costly to clean and sterilize manufacturing systems. These systems avoid the need for dismantling, and allow for the capture and reuse of water, detergents, and disinfectants.
But there is still a great deal of room for improvement. Dairy manufacturing facilities are still losing thousands or even tens of thousands of dollars per month from unnecessary product shrinkage, and the excessive consumption of water and cleaning agents.
Clean-in-place systems typically use a combination of timed cycles and turbidity sensors for system cleaning—a process which is often unnecessarily inefficient.
First generation CIP systems relied on timed cycles to ensure the cleanliness of product processing systems. Using predetermined intervals, the system was first rinsed out, then flooded with hot water mixed with detergents and disinfectants circulated through the system, followed by a clean water rinse cycle. However, the efficiency of CIP cycles relies heavily on accurate interface detection within the pipe. In systems where detection is either manual or relies solely upon time, loss of product and water can be costly, and product quality can be compromised.
Installing one or more turbidity sensors in the process pipe system greatly improves the efficiency of each cleaning cycle.
When a CIP cycle starts, there is still product in the line and the initial water rinse is used to push it through the system. A turbidity monitor allowed operators and/or automatic control systems to detect the arrival of the rinse water, signaling the end of the “batch” and helping avoid dilution of product in the pipeline by indicating a divert of the oncoming rinse water to a drain. The rinsing process continued until turbidity dropped to a specified point, indicating that most of the product was removed from the line. The drain was then closed and water containing cleaning agents introduced into the system and recirculated for a predetermined time to complete the wash out of the system pipelines. Finally, the cleaning solution was removed from the system by re-introducing clean water to do a final rinse, again relying on a change in turbidity reading to identify the arrival of the clean water to trigger the closing of valves. Clean water, retained in the lines until production resumed, was pushed out by raw product fed into the system. This water, being totally clean, was diverted to a holding tank for future use until the turbidity sensor ‘saw’ the product arriving, signaling the start of the new batch.
The goal of all of this was to get away from old, strictly time-based cycles, and instead act based upon the actual conditions existing in the pipelines. This had a direct impact on product quality, as product contamination/dilution was reduced, and overall consumer satisfaction in the market heightened.
This approach also helped reduced operating costs as well. Water and product were saved, less energy used for heating water and speed of the operation generally increased. Lastly, wastewater discharge volume was lessened, lowering the load on wastewater treatment and reducing sewer system costs.
The implementation of sensor-based CIP systems has saved dairy product plants vast amounts of money, sometimes hundreds of thousands of dollars annually. But there’s still room for improvement. Existing turbidity monitor designs on the market can be unreliable, resulting in ruined product, excess water and cleaning solution usage, higher energy costs, and increased waste discharge. Small investments in improving turbidity measurement and reliability in existing plants can result in fast returns for the bottom line.
Existing turbidimeters are often fooled by bubbles and tricks of light in process fluids, fouling measurements.
Traditional turbidimeters are installed into process pipelines so that their sensors emit light out through a flat window into the process stream. The light is then reflected by particulates, back through the process stream and flat window, to the eye of the sensor.
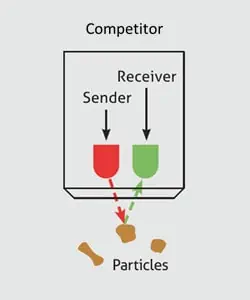
This approach has long been considered to work well enough, as it represents a vast improvement over strictly time-regulated CIP processes. But there’s an inherent flaw with turbidimeters using this design: they often have an optical focus point that is somewhere in the middle of the pipe.
This light is essentially diffracted out into the pipe. As the light travels through the process fluid, it can encounter bubbles, non-homogeneous mixtures, pipe wall reflections, and other disturbances. In fact, bubbles often collect and linger directly on the window surface, as a low-pressure zone forms over the window when fluid is flowing past it. Bubbles collecting on the window in this way disrupt the light beam and impact the resulting measurement. Turbidity indications affected in this way can be noisy and erratic, producing false positives or negatives that the control system and/or operators act upon.

The consequences of this should be obvious: noisy and inaccurate measurements result in the interfaces between product and water/cleaning agent not being detected correctly. Product is contaminated. Water is wasted. More wastewater is discharged. Money is lost. Furthermore, operators lose faith in the instrument and ignore it, reverting instead to manual control of CIP cycles and defeating the object of installing the monitor in the first place.
Exner has introduced a new sensor package in their EXspect 271 turbidity sensor, eliminating this serious measurement flaw, making it perfect for measuring turbidity in milk products.
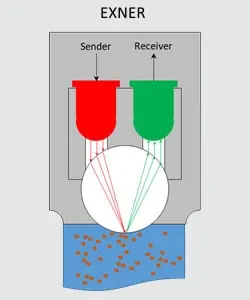
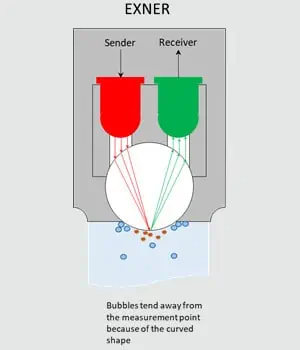
The Exner EXspect 271 features a unique, patented ball lens over the sensor, which directly interfaces with the process fluid. The surface of the spherical lens is designed to repel bubbles and other disturbances.

The second significant different is the point of focus. Instead of the optical focus point being somewhere in the center of the pipeline, the EXspect 271’s focal point is exactly at the interface point between the process fluid and the surface of the ball lens.
Thus, only the turbidity of the fluid itself is measured—the measurement is not marred by bubbles collecting on the surface of the lens, reflections from the interior of the pipe, or other disturbances.
Because the light beam is focused on the surface of the lens, another key issue is solved—light absorbance. As mentioned previously, competing products focus light on the center of the pipeline. This means that the light encounters a very ‘thick’ cross-section of fluid, and the light beam loses energy as photons are scattered by the fluid. Less of the light beam is reflected, producing a weaker signal from the turbidimeter, indicating that the process fluid is cleaner than is really the case.
The Exner turbidity sensor does not have an appreciable light path through the liquid, and thus doesn’t suffer from this issue. The curved shape of the lens also resolves the issue of generating a low-pressure zone, so bubbles and other debris do not ‘stick’ to the lens.
This new design represents a significant step forward for CIP operations producing milk-based products. To learn more about how the Exner EXspect 271 can improve the cost efficiency of your operations, contact South Fork Instruments today.